
Н.В. Буров1,n.burov@oessp.ru,
Дж. Лин2,Jason.lin@lightcomm.com,
В.Б.Ромашова 1,3, v.romashova@oessp.ru
1 ООО "ОЭС Спецпоставка", С-Пб, Россия; 2 LightComm Technology Co, Jia’an Industry Park, Xin’an Subdistrict, Shenzhen, Китай;
3 Санкт-Петербургский Государ- ственный Университет Аэрокосмического Приборо- строения, С-Пб, Россия,
Надежность сплавных волоконных компонентов в волоконно-оптических лазерных системах обеспечивает высокий уровень мощности излучения. В статье описаны основные проблемы создания волоконных объединителей и методы их решения для минимизации энергетических потерь и сохранения качества пучка.
ВВЕДЕНИЕ
Волоконные лазеры высокой мощности находят применение в самых разнообразных промышленных процессах: обработке материалов, маркировке деталей и изделий, резке и сварке. Благодаря высокому КПД и превосходному качеству его выходного луча в сочетании с компактной конструкцией волоконные лазеры обрели популярность.
В настоящее время существует два типа активного волокна – GTWave и DoubleClad. Структура волокна GTWave имеет световод с активной сердцевиной и световоды, предназначенные для распространения излучения накачки. Схема такого волокна изображена на рис.1.
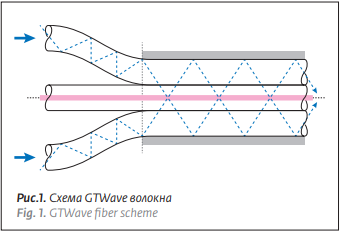
Известно [1], что при использовании GTWave волокна удалось достичь излучения мощностью 5,2 кВт. Основным недостатком таких волокон является сложность ввода излучения накачки. Волокно имеет малое количество точек ввода и ограничивает подводимую мощность накачки ввиду высокой вероятности возгорания.
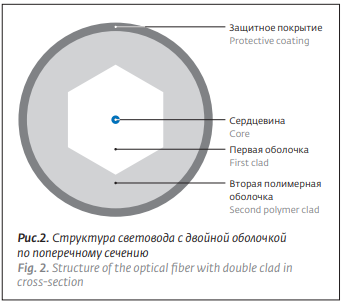
Наиболее популярными и востребованными на сегодняшний день являются волокна типа DoubleClad. DoubleClad волокно имеет две оболочки: первая обеспечивает распространение полезного излучения в сердцевине, вторая – распространение излучения накачки. Поперечный срез волокна с двойной оболочкой представлен на рис.2.
Из литературных источников известно, что при изготовлении лазеров с выходной мощностью на уровне 10 кВт [2], излучающих в маломодовом режиме, использованы DoubleClad волокна. Учитывая величину порога разрушения волокна 10 Вт/мкм2, получаем, что допустимый диаметр поля моды должен составлять не менее 36 мкм. Так в работе [3] указано, что в волокне с диаметром сердцевины 50 мкм и с числовой апертурой NA=0,06 была достигнута мощность 8 кВт, при этом параметр М2 составлял примерно четыре единицы. Дальнейшее наращивание мощности требует увеличения диаметра сердцевины и приведет к переходу в многомодовый режим. В существующих волоконных лазерах мощностью выше 10 кВт используется оптоволоконное объединение излучения от нескольких лазеров. Результирующее излучение оказывается многомодовым, но соответствует требованиям промышленных станков по обработке материалов.
Если рассмотреть схему высокомощного лазера (рис.3), то можно увидеть, что основными элементами лазера являются оптоволоконные объединитель накачки, адаптеры поля моды, фильтры оболочки и волоконные наконечники. При разработке оптоволоконных компонентов необходимо учитывать множество деталей, обеспечивающих надежную работу элементов в условиях высокой мощности излучения. Например, потери в компонентах, которые обычно считаются нормальными для телекоммуникационных применений, могут привести к разрушению высокомощной лазерной системы из-за сильного перегрева. Как правило, наиболее важным элементом мощного волоконного лазера является объединитель излучения накачки, обеспечивающий ввод излучения в волокно.

Данная статья посвящена одному из важнейших видов компонентов, используемых в волоконных лазерах, – волоконным объединителям, используемым в качестве элементной базы волоконных лазеров и усилителей. Волоконные объединители можно разделить на несколько типов:
- Объединители накачки структуры N×1. Устройства данного типа объединяют несколько источников излучения накачки в одно волокно (рис.4).
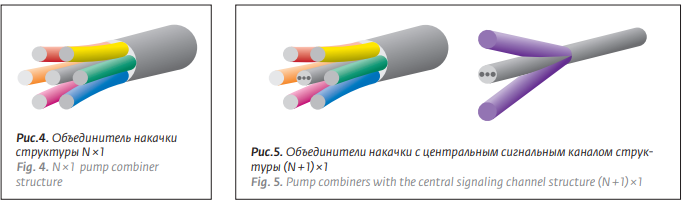
- Объединители накачки с центральным сигнальным каналом структуры (N+1)×1. Данные устройства объединяют несколько источников излучения накачки в одно волокно и дополнительно в центре имеют канал, в который подается сигнал для дальнейшего усиления (рис.5).
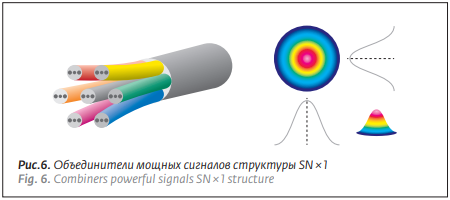
- Объединители мощных сигналов структуры SN×1. Они предназначены для объединения нескольких волоконных лазерных источников высокой мощности в одно волокно с общей суммарной мощностью 10 кВт и более. Структура схожа с объединителями накачки N×1, разница заключается в том, что каждое волокно является сигнальным (рис.6).
МЕТОДЫ РАСЧЕТА СПЛАВЛЕНИЯ ВОЛОКОН В ОБЪЕДИНИТЕЛЯХ
В объединителях накачки типа N×1 и (N+1)×1 используется несколько многомодовых волокон, по которым распространяется излучение накачки. При изготовлении таких объединителей применяют технологию тейпирования, при которой волокна вытягиваются с уменьшением их диаметра и далее свариваются с соответствующим выходным волокном. Тейпирование характеризуется коэффициентом конусности (TR). Он определяется как отношение эффективного диаметра входного волокна к диаметру выходного. Под эффективным диаметром входного волокна принимается диаметр волокна, который дает эквивалентную площадь поперечного сечения равную сумме площадей входных волокон. Для исключения энергетических потерь при передаче светового сигнала в прямом направлении необходимо сохранить яркость луча. Согласование яркости луча входного (in) и выходного (out) волокон с соответствующими числовыми апертурами NAin и NAout выполняется из расчета, что коэффициент конусности (TR) удовлетворяет следующему условию: TR∙NAin≤NAout. (1)
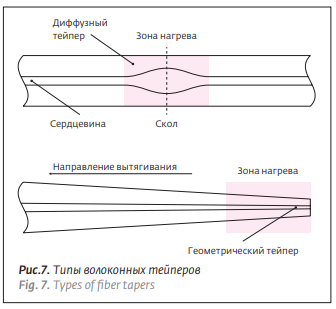
На практике, для уменьшения потерь при сваривании волокон различных типов применяют геометрические и диффузионные тейперы (рис.7). Геометрические тейперы изготавливаются путем вытягивания волокна с большими геометрическими размерами, при этом диаметр оболочки и сердцевины изменяются линейно. Вытянутое до необходимого значения диаметра сердцевины волокно скалывается, после чего производится сварка. Диффузионные тейперы изготавливаются при нагревании волокна, в результате чего происходит диффузия легирующих добавок из сердцевины в оболочку. Диффузия приводит к увеличению диаметра сердцевины и к уменьшению разницы коэффициента преломления между материалами сердцевины и оболочки, что в свою очередь, приводит к увеличению диаметра поля моды. Скорость диффузии зависит от температуры, а также от химического состава матрицы сердцевины, содержащей элементы Ge, Al, F, редкоземельные элементы Yb, Er, Tm и т.д.
Для минимизации потерь и сохранения качества пучка важно учесть влияние переходных характеристик обоих видов тейпера. При определенной длине тейпера начинает выполняться условие адиабатического расширения, и фундаментальная мода распространяется без значительных потерь, связанных с возбуждением высших мод. Поэтому для волоконных объединителей область перехода моды должна быть адиабатической, а поле моды на выходе должно совпадать с полем моды выходного волокна. Полное количественное описание распространения оптического поля через переходную область требует решения уравнений Максвелла с соответствующими граничными условиями на основе фактического волноводного свойства волокна и оптических характеристик переходной области. Когда излучение распространяется в сердцевине слабого волновода, то параметры поля в волокне определяются уравнением Гельмгольца [4]. Взаимодействие между полями в области перехода может быть описано теорией связанных мод. Эволюция поля представляет собой суперпозицию собственных мод [5, 6]. В численном выражении уравнение Гельмгольца может быть решено методом распространения конечного луча с использованием коммерчески доступного программного обеспечения, например BeamProp Software [7] на основе оптических свойств волокна при соответствующих граничных условиях. Когда волокно подвергается термообработке, легирующая примесь в сердцевине диффундирует в оболочку, что приводит к изменению оптических свойств волокна. Диффузионные перемещения легирующих примесей в волокне можно рассчитать по закону Фика [8], предварительно учитывая распределение легирующей примеси в волокне переддиффузией.
Когда два волокна соединены друг с другом с помощью сварного соединения, в этом месте возникают потери при передаче излучения (transmission loss), которые могут появлятся из-за несогласованности поля мод свариваемых волокон или возникнуть в переходной области (transition loss). Потери в переходной области возникают, когда модовое преобразование происходит слишком быстро, т.е. по определению не является адиабатическим. Потери рассогласования мод могут быть оценены на основе интеграла перекрытия амплитуд полей волноводных мод с использованием следующего уравнения: Loss(dB) = −10log10 ϕA (r,θ)⋅ϕB ∫∫ (r,θ)drd θ ⎡ ⎣ ⎤ ⎦ 2 , (2) где ϕA(r,θ) и ϕB(r,θ) – нормированные амплитуды модовых полей для двух волокон A и B.
При согласовании модовых полей важно учитывать, что простое совпадение диаметров поля моды (MFD) вовсе не означает наличие нулевых потерь. Помимо этого должны совпадать формы модового поля, и переход моды должен быть адиабатическим, т.е. выполняться с минимальными потерями. В конечном счете, тщательный анализ распределения профиля показателя преломления вдоль длины соединения волокон определяет оптимальную связь мод.
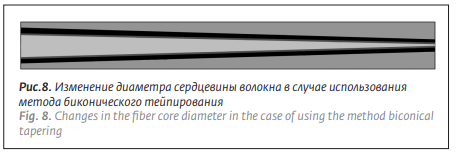
Разберем подробнее метод согласования поля мод и яркости на примере объединителей накачки, выпускаемых компанией Lightcomm При термическом расширении сердцевины, кроме ее диаметра и показателя преломления, также изменяется число мод, распространяющихся в волокне. А это означает, что после диффузии волокно из одномодового может превратиться в многомодовое. Но это утверждение не относится к методу сплавного биконического тейпирования (FBT – Fused Biconical Tapering). В этом случае показатель преломления и числовая апертура остаются неизменными, а следовательно, число распространяющихся мод остается неизменным – изменяется лишь диаметр сердцевины (рис.8).
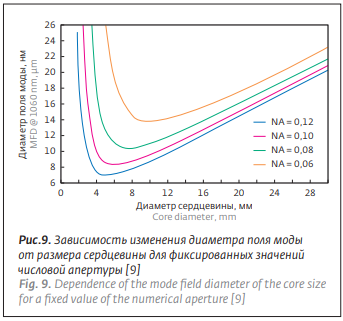
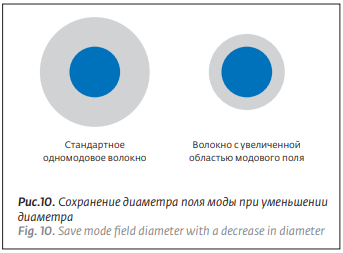
Для волокна со ступенчатым профилем показателем преломления распределение профиля моды может быть определено аналитически. На рис.9 показано изменение диаметра поля моды излучения (λ=1064 нм) в зависимости от размера сердцевины для разных фиксированных значений числовой апертуры. Для каждого значения числовой апертуры существует определенное значение диаметра сердцевины, при котором диаметр поля моды минимален. Любое дальнейшее уменьшение размера сердцевины вызывает фактически увеличение диаметра поля моды. Например, если волокно диаметром 400 мкм с сердцевиной 20 мкм и числовой апертурой 0,06 перетягивается в волокно с диаметром 125 мкм (TR=3,2), то диаметр сердцевины уменьшится до 6,25 мкм. А диаметр поля моды при этом будет оставаться приблизительно таким же, то есть 18 мкм (рис.10).
Важно отметить, что если два волокна имеют одинаковое значение диаметра поля моды, то это не всегда означает, что эти два волокна имеют идеальное согласование мод. Они могут иметь различные профили мод и, следовательно, вносить значительные потери, указанные в уравнении (2).
Необходимо тщательно контролировать тейпирование, чтобы оно происходило адиабатически. Общее эмпирическое правило гласит: для того чтобы не возбуждать моды более высокого порядка, наклон тейпера должен быть достаточно пологим, а его параметры (r –радиус сердцевины сужаемого волокна, β1 и β2 константы прохождения главной моды и мод высших порядков в сердцевине волокна) – соответствовать условию неравенства (3).
dr dz < r 2π (β1 −β2 ). (3)Это означает, что для обеспечения перехода мод без потерь требуется определенная минимальная длина конуса. Большие длины конуса обеспечивают низкие потери, но их изготовление может потребовать сложной и громоздкой оснастки. Поэтому требуется оптимизировать длину тейпера. Чтобы оценить требуемую длину тейпера для разных волокон, используется программное обеспечение BeamProp [7] для расчета потерь. В моделировании тейпированное волокно имеет две секции: коническую и прямую. При расчете изменялась длина конической секции при заданном коэффициенте тейпирования (TR), а длина прямой секции во всех случаях составляла 5 мм. Результаты расчетов для обоих случаев (волокно № 1: 20 мкм /0,06 НА с TR3 и волокно № 2: 10 мкм/0,08 NA с TR2) представлены на рис.8. Их анализ показал, что минимальная длина сужения должна составлять около 12 мм. Кроме того, необходимо соблюдать аккуратность при проведении тейпированя. Иначе могут возникнуть потери на дефектах, макро- или микроизгибах, а это приведет к ухудшению качества выходного луча и к увеличению потерь.

ОБЪЕДИНИТЕЛИ ВЫХОДНОГО СИГНАЛА
Назначение объединителя выходного сигнала отличается от назначения объединителя накачки. Его задача – объединить несколько волоконных лазерных выводов (волоконных лазеров). Они могут быть объединены либо некогерентно – как объединение нескольких выходных волокон в одно волокно, или когерентно – путем согласования фазы каждого канала. В данной работе вопросы когерентного сложения излучения затрагиваться не будут. В целом метод создания объединителей схож для всех типов и включает следующие шаги: соединение в жгут, тейпирование, скалывание и сварка.
Одним из наиболее удобных способов соединения волокон в жгут является использование кварцевых капилляров. Процесс соединения начинается с упаковки нужного числа волокон в капилляр с внутренним диаметром (ID) не меньше внешнего диаметра жгута волокон. В дальнейшем данный участок капилляра с волокном в оболочке будет конструкционным элементом объединителя. Рис.12 иллюстрирует эту концепцию на примере объединителя 7:1. На следующем шаге капилляр перетягивается с получением прямого участка внутреннего диаметра равного внешнему диаметру жгута волокон, очищенных от полимерной оболочки.
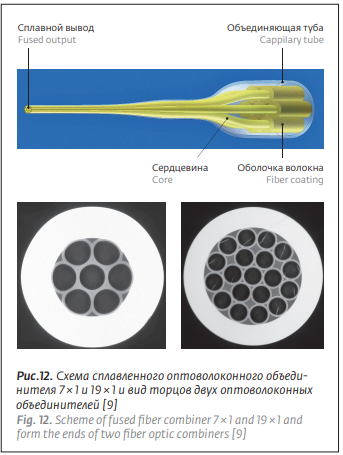
Далее сами волокна очищаются от оболочки, протираются и загружаются в подготовленный ранее капилляр. Если необходимо использовать сигнальное волокно, то его следует на данном этапе установить строго в центре жгута. Волокна в капилляре в месте без оболочки перетягиваются до необходимого значения TR с нужной длиной конуса (адиабатический тейпер). Часто для удобства скалывания после тейпера добавляется небольшой прямой участок. Сколотый волоконный жгут приваривается к соответствующему выходному волокну с возможным модовым согласованием. В нижней части рис.12 представлены фотографии торцов оптоволоконных объединителей 7:1 и 19:1, созданных на установке Vitran GPX 3400.
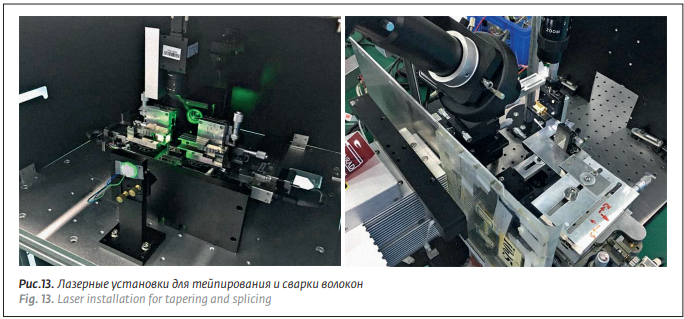
Потери излучения в объединителях накачки должны быть минимальны (это ведет к минимальному нагреву объединителя). В таком случае температура нагрева зависит от корректного распределения числовой апертуры в зоне сужения. Если волокно или пучок волокон сужаются так, что нарушается закон полного внутреннего отражения, то происходит резкий рост потерь. Поэтому очень важно правильно рассчитать распределение числовой апертуры при сужении волокна. При этом необходимо минимизировать коэффициент конусности, а также уменьшить площадь "темного волокна". Под термином "темное волокно" имеют в виду любые области поперечного сечения, сквозь которые не проходит излучение,– оболочка волокна или капиллярная трубка. Для уменьшения таких потерь применяется травление зон "темного волокна" фтористоводородной кислотой (HF). Немаловажную роль играют установки, на которых выполняется тейпирование и сварка волокон.
Существуют установки с дуговой, тепловой и лазерной сваркой. Сказать, какие установки лучше, а какие нет, однозначно нельзя. Но заметно, что все большей популярностью пользуются лазерные установки (рис.13).
ЗАКЛЮЧЕНИЕ
В заключение подчеркнем основные моменты проектирования и производства высокомощных волоконных объединителей. Высокомощные волоконные объединители накачки компании "Lightcomm" разработаны на базе технологии сплавного биконического тейпирования (FBT – Fused Biconical Tapering) волокна. При изготовлении высокомощных волоконных объединителей накачки с сигнальным каналом модовое поле входного и выходного сигнальных волокон определяется первоначально, затем рассчитывается распределение мощности излучения фундаментальной моды по длине перехода. При этом интеграл перекрытия модовых полей двух волокон (формула 2) должен стремиться к единице. Таким образом минимизируются вносимые потери.
Диаметр пятна поля моды выбирается в зависимости от диаметра сердцевины волокна в соответствии с седловидной кривой (см. рис.9). Исходя из сопоставления диаметров пятен поля моды между входом и выходом, вычисляется соответствующий размер сердцевины волокна. Согласование яркости вычисляется в зависимости от соотношения диаметра сердцевины входного волокна (a), количества входных волокон (N), выходного диаметра (b) и числовой апертуры входного и выходного волокон (NAa, NAb). После вычисления необходимых параметров волокна подвергаются высокотемпературной обработке. Заключительным этапом в изготовлении высокомощных объединителей накачки является производство корпуса с эффективным отводом тепла (рис.15). В зависимости от мощности и структуры объединителя корпуса отличаются по габаритным размерам, т.к. чем выше температура нагрева, тем больше должна быть длина для температурной диссипации. Таким образом, передовые технологии производства позволяют работать с мощностями около 10 кВт, что является абсолютным рекордом. Ежемесячно компанией Lightcomm производится более 7000 единиц продукции. Существуют различные вариации структуры объединителей, такие как N×1, (N+1)×1, есть версии с сохранением поляризации, количество объединяемых волокон может достигать 61.

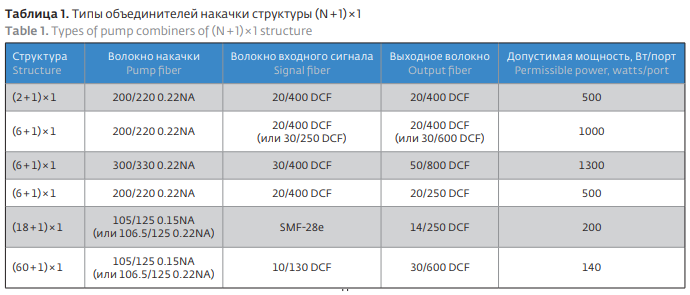
На данный момент наиболее востребованными структурами являются 7×1, 19×1, (6+1)×1 и (18+1)×1 (см. рис.12), т.к. именно при таком количестве волокон достигается максимальная плотность объединения, а следовательно, увеличивается эффективность накачки. Такие структуры, как 37×1, (36+1)×1 и (60+1)×1, используются редко, ввиду их не самой высокой экономической эффективности (совокупность уровня выходной мощности, стоимости самого объединителя и всех лазерных диодов измеряется в количестве единиц долларов на ватт). Они востребованы в основном в военной промышленности или в исследовательских институтах. Структуры (1+1)×1 и (2+1)×1 используются в маломощных импульсных лазерных системах, например МОРА-лазерах или лазерах с модуляцией добротности. В табл. 1 приведены основные типы объединителей накачки структуры (N+1)×1. В табл. 2 представлены характеристики наиболее часто используемого объединителя накачки (6+1)×1.

Волоконно-оптические системы развиваются стремительно, и все больше отраслей применяют их в качестве технологических решений. Правильный подбор компонентов обеспечит не только длительный срок службы, но и стабильность системы. Как известно, лидером в производстве оптоволоконных лазеров и систем на их основе является IPG Photonics. Следует отметить, что достичь успеха в сфере производства лазеров и лазерных систем можно благодаря наличию собственной элементной базы и унификации решений. Таким образом, Lightcomm обеспечивает необходимые потребности в оптоволоконных элементах для создания волоконных лазеров до 10 кВт в маломодовом режиме и менее мощных – в одномодовом. Применение специальных волоконных объединителей сигнала открывает возможности достижения мощности свыше 10 кВт для промышленных применений. Успех в создании модулей накачки компаний BWT и II VI Laser Enterprise покрывает потребность в источниках накачки. Также в Китае есть производители оптоволокна и собственно самих лазеров и систем, кооперация которых открывает для потребителей новые возможности.
